Hoekopstellingen
De SCM opdeelzagen zijn de producten van doorlopende interne ontwikkeling, die aanvulling vormen op de som van de beste vaardigheden en knowhow die zijn verkregen middels de toetreding van Gabbiani tot SCM Group. Dit merk, met zijn rijke traditie, wordt tegenwoordig gebruikt als modelnaam.
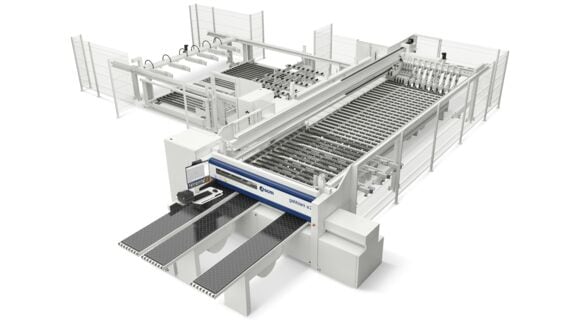
The gabbiani anglular panel saws are designed for companies that require a complete panel sizing solution with high production volumes and quality levels. The angular panel saws ensure maximum product quality thanks to the perfect rigidity and solidity of its structures, and maximum configuration thanks to the wide range of options in the range designed to meet every process and tool setting requirement.