

Maximum machine configuration owed to the wide range of available options, to meet all process and tools setting needs.
Available solutions: automatic precutting, bars with differentiated cuts and automatic labeling in masked time.

Maximum production levels with high feed speeds, 170 m/min on the carriages, 120 m/min on the pusher beam, and high saw carriage power (up to 37 kW).
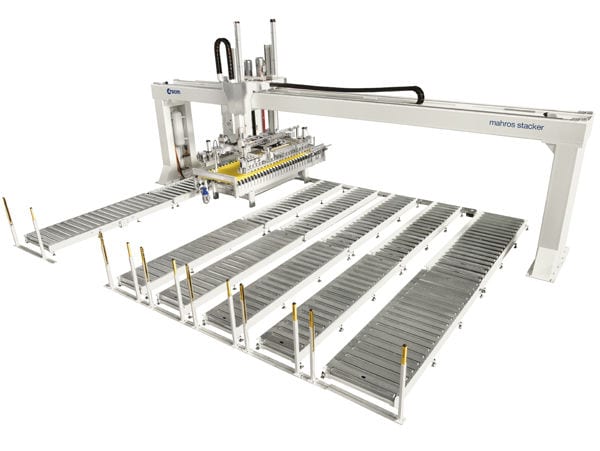
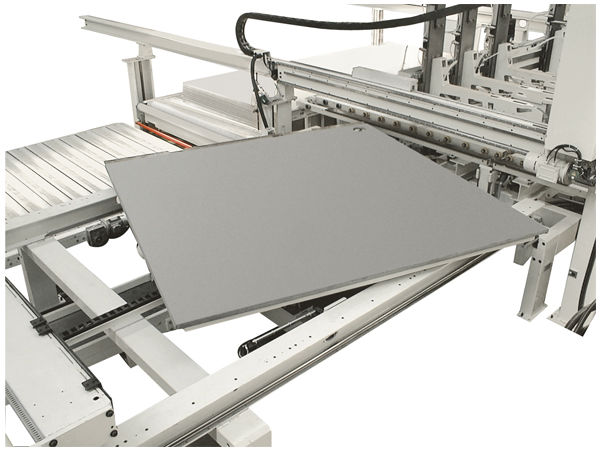
Maximum integration with complete and flexible solutions to ensure fast loading and unloading processes.

Maximum technology
The prismatic guides allow to obtain:
How do I know what bandsaw is the right size for me?
We'd all love a bigger bandsaw, more capacities, etc. but there are always budget constraints, space issues, and so on. My advice is, "Buy as much bandsaw as you have the room and can possibly afford". In all my years of doing this, I have yet to hear one owner complain about having "too much" bandsaw. I started with an MM16 years ago (S400P now), since it fit my needs at that time and was at a lower price point. I had no idea then how important the bandsaw was to become in my shop. I had grown up with a Delta 14”, like many of us, and I was unaware what a bandsaw could really do. Once I started cutting with the MM16 I wanted to use it more and more, and started moving many table saw applications with solid lumber over to the bandsaw. I then started craving a larger table and more rip capacity, so 4 years later I sold the MM16 and got a MM24, which I still have. So, like so many other times in my life, I spent money twice to get the tool I should have gotten the first time. Yes, it would have cost a bit more then, but not near as much as buying twice, and I would have only cried once.
Read moreWhat's the smallest blade I can run on your bandsaw?
You can go as small as you like. The stock guides are good down to 1/4". Anything narrower than that and I'd suggest a guide like the Carter Stabilizer. Some folks just hang onto their 14" bandsaw (I did, and you can never have too many bandsaws), just for use with really small blades, like 1/8”.
Read moreShould I get ceramic guides or some other type?
Our stock bandsaws will have the Euroguide system. These have a 50 year proven track record, and utilize an industry wide standard guide mounting post, so if you prefer another type of guide system you're not stuck shelling out another couple of hundred bucks for a conversion kit just to install them. I have tried many guide systems over the years (Several Carters, Laguna Ceramic guides, Paddock Tools) and I personally prefer the Euro guides. They adhere to the KISS principle. No tools required, quick to set up and effective. However, if you do decide you want something else, then pretty much all your aftermarket guide sets will fit the SCM saws. My advice is to use the Euroguides at first, THEN decide if you really need something else. It's easy to get carried away and spend lots of money on parts you might never actually use. If there's money burning a hole in your pocket, I would spend it on blades before aftermarket parts.
Read moreWhat are the best blades?
There are too many choices and many good manufacturers out there to answer this definitively. My two most used blades are the Lenox 1" Woodmaster CT, carbide tipped blade. (resawing, ripping, nearly all straight cutting operations, even plywood). And the 1/4" Lenox Diemaster, 6tpi (gets most of my contour cutting and small parts slicing.)
Read moreWhat kind of cut quality can I expect?
Excellent, really. With standard blades you will see some mill marks due to the nature of most bandsaw blades. These are common and normal because the teeth are offset to both sides of the cut line. The more aggressive the blade (like a 2tpi blade for resawing) the more pronounced the marks will be. One thing about most carbide tipped blades that is different than standard blades is the teeth are ground with no set or rake. They cut straight down, so you will experience fewer mill marks with them and a much better finish right off of the bandsaw.
Read moreWhat is the right TPI (Teeth per inch) to get?
With set tooth blades you need to have at least 3 teeth in the material at any instant or it will pull your material back and forth as the set fights itself, and no more than 6 teeth or you won't clear the debris, which leads to burning and blade failure. For instance if you have a 6" thick block of wood, then an aggressive, 2-3tpi blade would be a good choice, but not for 3/4" stock, where a 4- 6 tpi would be a better choice. These rules go out the window, however, with a no set carbide tipped blade. You don't have to be concerned about how many teeth are buried in the wood at any moment of time with carbide tipped blades because this type of blade cuts straight down and through, unlike a set toothed blade. I have ripped 1/4" thick boards with my Woodmaster CT and its 1.3 tpi. You still get tear out there, but no loss of control during the cut.
Read moreWhat is the correct position of the Euroguides to the blade?
I keep my thrust bearing back about 1/8" on a 1" blade. Lots of beam strength in a 1" blade so no need to ride the bearing and wear it out early. By doing this you will find the thrust bearing won't even come into play until you start cutting some tall, hard woods, 6 plus inches, especially if the blade is sharp. For a 1/2" blade, about 1/16" back, 1/4" blade, almost touching. For the side guides, I get them close (a relative term, and subjective – I use no feeler gauges, dollar bills, etc. I just eyeball it – does that surprise you?) without actually touching the blade, and keep them the same distance behind the gullets that you set your thrust bearing at. Don't worry if they spin a bit during a cut, they're designed to do that, and it could be harmonics that is spinning the disc with vibration, not the blade actually spinning it, they may even appear to spin backwards.
(I can provide pictures here)
Read moreWhat is proper blade tension?
First and foremost -- Tension is subjective. I think there are decent guidelines out there, but no hard, fast rules to live by. I have experienced good cutting with the same blade at different tensions The only reason I say this is to free you up to experiment a little and realize you can’t do much damage by picking the “wrong” tension, since both “right” and “wrong” don’t really exist, only variations that approach optimal. You will find the simple on board gauges on our bandsaws are quite, respectfully useful and repeatable. I’ll mention more on that later, but first I would like to discuss tension meters, since they and the numbers they provide are much talked about in chat rooms and other forums, then go into my personal “feel” method. Regardless of width of blade I tension each blade about the same. Obviously, narrower blades require less spring pressure to get to that “same” tension.
There are four tension gauges I have played with: Starrett, Lenox, Iturra and Hakansson. They are all built similarly and use a dial indicator to determine the psi (pounds per square inch) pressure. I ended up owning the Hakansson gauge as it was a gift. There are many other gauges out there, both homemade and mass produced, but these are the four I have experience with. And when it comes to tension there are so many opinions out there about what proper tension should be that I wouldn't know where to start if I didn't trust my own opinion. Ha. I tension by feel, mostly, and that is even more subjective than using meters. According to the above gauges (which folks have brought to my classes over the years) I average about 21,000 psi for all my blades, regardless of type. That is the mean based on equal tests with all four systems, following the manufacturer’s instructions, as the numbers from one gauge to the next varied considerably (about a 3,000 psi range between the high reading and the low reading. 21,000 psi is fairly moderate tension compared to some of the large numbers that many professed experts have claimed are necessary and have debated about for years (15,000 – 20,000 for carbon steel and 20,000-30,000 psi for bimetal, which would include most carbide tipped blades). Does that mean I am debating now? All tests were done to my pencil line drawn on my onboard gauge that I have used reliably for years to tension my blades. Each tension gauge agreed with itself, at least, when tested three times - within 1,000 psi). What does this tell us? I don’t know, but it leads me back to my method...
Come 6" down from the upper wheel, where the blade is about to enter the tire. Stand with your shoulders parallel to the wheel. And pushing sideways with your right arm crossing your body (so you don't lean into the test) you want to see about 1/8” – 1/4” of deflection with moderate pressure (no body weight behind your finger). Track the blade where you want it. Close the doors and turn on the machine with no guides set and no zero clearance dust block. Check the blade to make sure it is not fluttering side to side. If it is, add a little more or less tension while the saw is running until the blade stops fluttering. Make a test cut on a 6" resaw. Does it cut easy? straight? no wander? If so, you have found a good starting point for tension. Draw a pencil line on your saw's gauge and you can return to that setting reliably for that blade again and again. A 1" blade will require the same tension as a 1/4" blade, but will use much less spring to get there. I have three pencil lines on my saws... 1", 1/2" and 1/4". Typically, for a 1" Carbide Tipped blade, the pointer will be about 1/4" above the last line on the saw’s gauge, or 5/8’s of the way up from the bottom of the window. The picture below of my onboard gauge is just to give you an example of about where the pointer goes, your own results may vary. The 21,000 psi is between those two upper lines and if I add enough tension to get the pointer just above the top line I'm at 26,000 psi, according to those gauges I mentioned above. The saw cuts very well at both of those points, so I like to err on the side of less tension (this goes for drive belts too). The results confirm my theory that a blade will cut well at many different tensions, and go in and out of "flutter" at many different tensions, too, so beware the "flutter" test as a sole means of tensioning a saw. Harmonics is an interesting subject. I like to run my blades at the lowest tension they cut well at, since I believe there is no point in over-stressing a system. Would you run your car at the RPM red line all the time because the engine is capable of that? Why over stress a system if you don’t have to. If you feel you ever need more tension for a particularly hard task you know you have some in reserve, right? As for the pointer, itself, you can actually adjust it to point wherever you want it to when you reach a tension you like. Unscrew it from the frame and access the spring and its set screw from the backside. Personally I find it easier to make a pencil line.
(I can provide a picture of the on board gauge here)
Read moreDo you have to track your blades in the center of the tires?
No. Our saws are basically flat tire bandsaws. They are not crowned like most others, therefore you can track your blades, pretty much, wherever you like on the tires. For more aggressive blades I like to see the bladed tracked so that the teeth are over the front edge of the tire. For finer toothed and narrower blades I will track those so that the back of the blade is close to where my larger blades were so that I don’t have to adjust the position of the guides too much. Plus, it will be harder to pull the blade off of the wheel when attempting to back out of a cut, like is often practiced with contour cutting.
Read moreHow hard is it to change a bandsaw wheel’s tire?
Our bandsaw tires are not glued on. And, instead of making you pull one or both of your wheels and take them to ship them to a facility capable of stripping, re mounting and gluing, then balancing the wheel (this often takes several weeks where you will be without a bandsaw), with one of our saws, if a blade brakes and cuts the tire or it's just time, we use a tongue-and-groove rubber system that you can replace, yourself, in five minutes. You heat up the tire in some hot water, stretch it around the wheel, snapping the tongue into its groove. Since these are flat tire bandsaws, you don’t have to try and create a crown and you can start cutting again right away.
Read moreDo I need to make a jig to test and set the wheels coplanar to each other?
Please forget everything you may have read about co-planer wheels. It really is given way too much air time and means even less on flat tire bandsaws, like these. You can, theoretically, have coplanar wheels for one particular blade at one particular tension and one particular tracking adjustment... Change blades, it all goes out the window. Think about it. You have a fixed lower wheel and an upper wheel that tilts -- how can this ever be coplanar? Within the vicinity of coplanar is more reasonable, and almost every saw is there. Waste your energy making a jig that does something, not making a jig to try and test something that can't really exist.
Read more
Fill out the online form to be contacted by a salesperson






